一种用于竹纤维降解材料流延设备
天然竹纤维是自然界中最丰富的天然高分子材料,其生长总量高达千亿吨,远远超过了地球上现存石油的总储量。在自然资源日渐缺乏的今天,充分利用天然竹纤维资源,发挥其独特的功能和特性,开发新的应用领域是当务之急。而天然竹纤维与可生物降解塑料复合制备绿色复合材料是开发和利用这一资源的有效途径之一
天然竹纤维具有长径比大、比强度高、其表面积大、密度低、价廉、可再生以及可生物降解等众多优点,因此具有良好的工业前景。以天然竹纤维为增强材料,可生物降解塑料作为基材,开发与制备环境友好、可生物降解的绿色复合材料已成为新世纪的研究热点
本发明一种用于竹纤维降解材料的薄膜加工设备,以竹粉为原材料,添加高分子粘合剂而成,采用挤出流延法生产薄膜,以竹代塑的新材料,具有环保节能,可再生的资源,代替了传统化工原料,以及粮食产业的生物基材料,为此开发该设备,适应竹纤维材料的塑化成型,品质得到提升。具有高性价比,操作便利优势,可用于量产,以及非标定制,科研教学实验。
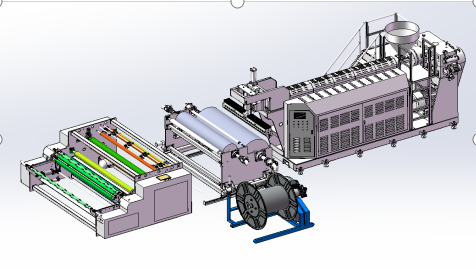
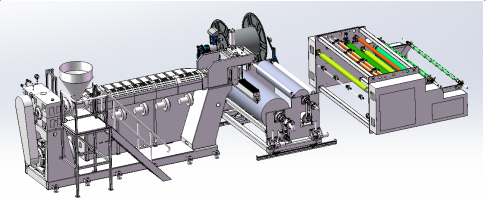
该设备结构如下;
S1挤出机;设有支架底座,料斗,减速机,主电机马达,螺杆,换网器,连接器,模具。
控制电箱,电气元件。
S2冷却部位;设有轨道支架。轨道轮,升降机构,冷却辊1,冷却棍2,旋转循环接头,
导向棍,冷却辊驱动电机,前后轨道移动电机,
S3废料卷取部位;设有支架,驱动电机。卷取轴,电气控制盒
S4收卷部位;设有,牵引辊,牵引电机,开合气缸,分切破刀,压力传感器,展平棍,
导辊,废料U型轮,收卷棍,翻转刀架,飞刀切割,平移收料,卸料架,气涨轴,电气控制,人工界面触摸屏
工艺流程;S0原料进入料斗,随自身重量下沉,由电机驱动减速机,传动挤出机螺杆螺旋转动,推动原料随螺曲线移动,将固体加热形成溶体,经过换网器装置,由网片增压分离,过滤原料中杂质,溶体经过连接器,进入T型模具。
S1模具安装成90度,采用T型衣架结构,从中间往两边逐步均匀分散,形成连续性片膜。垂直与1号冷却辊夹角位置
S2冷却机构的上端,由2两条冷却棍,2条导辊组成,分别为1#冷却棍,2#冷却辊,冷却棍两头分别安装旋转循环接头,用于冷却水旋转,控制辊面恒定温度。
2条导辊分别为1#与2#,引导薄膜走向。冷却机构由电机马达,升降机构,轨道轮,轨道驱动马达,轨道底座组成。可根据模口高度,上下升降调节,薄膜从模口流出,经过2个冷却辊定型,2条导辊,S型走向进入收卷牵引部位,为了便于清理模具,便利操作留位置,在冷却部位增加轨道,驱动电机,可自由灵活调节轨道轮,前后调节。需要清理或者跟换模具。将冷却棍往前移动,屯出空间位置,开机运行时,将冷却辊往后移动,调整到需要夹角位置。冷却棍速度快-薄膜拉伸变薄,速度慢-拉伸变厚。
S3薄膜经过冷却部位冷却定型后进入牵引部位,先经过展平棍,可调节弯曲角度,消除薄膜纵向皱折,牵引与收卷棍之间,设有压力传感器,在线分切刀,展平棍,薄膜进入牵引后。牵引辊设有气缸开合,便于穿膜操作,牵引速度由编码器监测冷却棍速度,实时同步跟随,冷却棍速度快,牵引速度快,反之则慢。
S4当薄膜进入牵引后,由压力传感器检测薄膜张力,设定合适的张力值,张力过大,薄膜会产生拉伸过大,引起的纵向皱折,张力过小,会产生左右漂移,卷取端面不整齐,由CPU计算,PID调整冷却棍与牵引之间的张力值,当实际值大于设定值,牵引速度自动减慢,当实际值小于设定值时,牵引速度自动加快,始终保证恒定张力不变。
S5薄膜由牵引进入收卷棍,经过展平棍消除表面皱折,由由压力传感器检测薄膜张力,设定合适的张力值,张力过大,薄膜会产生拉伸过大,引起的纵向皱折,张力过小,会产生左右漂移,卷取端面不整齐,由于薄膜卷径越来越大,初始张力与卷径变化而产生的张力变化,由CPU计算,锥度运算调整收卷与牵引之间的张力值,跟随卷径大小,锥度闭环控制张力比例,保证竹纤维材料的卷取张力需求。避免张力过大,造成拉伸断料,以及最里层材料挤压变形,张力过小引起的卷取跑偏以及打滑。
S6收卷采用表面摩擦结构,设有刀架翻转,飞刀切割,平移收料,卸料支架,记米传感器,当卷材到达设定米数,刀架自动翻转到指定位置,将提前预备好气涨轴翻转到刀架位置,由顶气部件两边同时顶住刀架加气孔,加气孔设有气管连接到无杆气缸,无杆气缸安装刀片,加气时无杆气缸左右运行,将薄膜切割完成后,平移收料件将卷取中的薄膜推入卸料支架,等待几秒后自动返回原始位置后,刀架翻转自动翻转到原始位置,将气涨轴移动到平移位置,完成换卷步骤。
S7卸料支架,由人工检查或包装好成品薄膜后,手动控制卸料,将卷材放置拖板处。保证人员的安全,以及对成品卷材的打包处理。
S8卷取部位的电气安装好收卷外壳里面,便于运输操作,挤出机电气控制,安装在挤出机支架侧面,便于运输与操作。